���y�Đ��̃��A���e�B�Ɍ�������
Fidelitatem Sound
��276-0023 ��t�������s���c��4����36�|19
�������commitment
�m�b�V���[�Y �G���N���W���[���H�H��
�؎��
���ނ���V�R�������ꂽ�؍ނ���A�K�v�Ȑ��@�̔ނ����H���ł��B
���쌧�̊����������ŊۖłT�N�A����ɍْf���ꂽ��ɂT�N�ȏ㎩�R�������ꂽ���C�̍����؍ނ��g�p���܂��B�ۗ����f���Ŗ��x�̍����ؖڕ�����I�уp�l���\�[�ōْf�I�����܂��B�����Ď����J���i�@�Őv�}�ʂŎw�肳�ꂽ���݂ɐ��m�ɉ��H����܂��B
| �ؖځA�����A���Ȃǂ�����ΏۂɓK�����ނ�I�肵�A�p�l���\�[���g�p���Ďd�オ�萡�@���傫�߂̃T�C�Y�̊T�`�ɃJ�b�g���܂��B |
 |
 |
 |
| ���R�������̖؍ށi�E�H�[���i�b�g�j | �p�l���\�[�ɂ��T�`�J�b�g | �T�`�J�b�g���ꂽ�؍� |
| �艟������ȔՂɂ��P���ʂ�����ʂ̕��ʏo�����s���A�͂����s���ڍ��ʂƂȂ��ʂɒ��p�Ȗʂ���蒼�p�i���ˁj�o�����s���܂��B |
 |
 |
 |
| �艟������ȔՂɂ���ʍ쐬 | ��肾���ꂽ��� | �͂��p�ڍ��ʂ̒��p�o�� |
| �͂��@�����̔��͂����킹�A�K�v�Ȕނ����܂��B |
 |
 |
 |
| ���Ԗ����s�b�^���ƍ��ꂽ�ڍ��� | �ڍ��ʂɐڒ��܂�h�z | �͂����˂ɂ�舳�� |
| ��������ȔՂɂ�藼�ʂ����A���m�Ȑ��@�̔��Ɏd�グ�A�p�l���\�[�ɂ�萳�m�Ȏd�オ�萡�@�ɃJ�b�g���܂��B |
 |
 |
 |
| ��������ȔՂɂ�藼�ʍ�� | ���̊m�F | ���m�ɃJ�b�g���ꂽ�� |
CNC���[�^�ɂ����H
�o�X���t�̃G���N���[�W���ɂ͋C������ۂ��ƁA�����Ė؍ނ̖��x�Ƌ��x���d�v�ȃ|�C���g�ɂȂ�܂��B
�����ł̃J�b�e�B���O�ɂ́ACAD/CAM�̐v�}�ʂɂ��v���O�����R���g���[��CNC���[�^���g�p���ċɂ߂Đ��m�ȃJ�b�g���s���܂��B
| CAD/CAM�\�t�g�ɂ��t�����g�o�b�t���y�ї��̉��H�}�ʂ��쐬���ACNC���[�^�p�̃f�[�^���쐬���܂��B CNC���[�^�ɉ��H�Ώۂ��Œ肷�邽�߂̖����쐬���܂��B |
 |
 |
 |
| CNC���[�^�p�f�[�^�쐬 | CNC���[�^�ɉ��H�Ώۂ��Œ肷���� | ����CNC���[�^�ɃZ�b�g |
| CNC���[�^�ɂ����H�i�O�����H�A�ʎ��A���j�b�g�A�o�X���t�|�[�g�A�^�[�~�i���p�������y�уU�O�����H�j���s���܂��B |
 |
 |
 |
| CNC���[�^�ɂ����t�������H | CNC���[�^�ɂ��_�{�����H | �@ |
�g�ݗ���
45�����p���H���ꂽ�G���N���[�W���[���h�C�c���̃v���p�؍H�{���h�Őڒ����A�d���ň����ڒ����s���܂��B
| ���A�㉺�𗯐ڂ��ƌĂ���@�őg�ݗ��Ă邽��45�x�̎߂ɃJ�b�g���܂��B ���A�㉺��،��������Ȃ��悤�ɗ��ڂ���@�ɂ��g�ݗ��Ă܂��B |
 |
 |
 |
| �ۃm�R���g�������ڂ��p45���߃J�b�g | ���ڂ��@�ڒ��ނ�h�z���g�� | �����ɋ����s���~�߂��⋭ |
| �������Ƀ_���v�ނ�t���A�������t���A�N�����v�Ƃ͂����˂Œ��ߕt���Œ肵�܂��B |
 |
 |
 |
| �����Ƀ_���v�ނ�t�� | ���̎��t�� | �N�����v�A�͂����˂Œ��ߕt���Œ� |
| �����ɋz���ނ�t���A�t�����g�o�b�t�������t���ēx�N�����v�Ƃ͂����˂Œ��ߕt���Œ肵�܂��B �ڍ�������\�ʑS�̂��T���_�[�ȂǂŌ������܂��B |
 |
 |
 |
| �����ɋz���ނ�t�� | �t�����g�o�b�t�����t�� | �\�ʂ̌��� |
�h���E���j�b�g�g��
�h���͓`���̎��E�l�̌���ɃE���^���h�����ϑ����Ă��܂��B�܂��A�I�C���d�グ�̓h�C�c�̎��R�h���A���h�{�X���g�p���������ؖڂ��ۗ������Ă��܂��B
Nature Collection�V���[�Y�̔������́A�I�є����ꂽ�f�ނƂ��������x�e�����E�l�ɂ�钚�J�ȉ��H��Ƃɂ�胊�r���O�̍����Ƌ���������d�グ���s���Ă��܂��B
| �z���ނƐڑ��[�q�������A�͂t�����܂��B�o�X���t�|�[�g�y�уX�s�[�J�[���j�b�g��g�ݍ���Ŋ����ł��B |
 |
 |
 |
| �z���ނ̐��� | �o�X�t���|�[�g�A�X�s�[�J�[���j�b�g�g�� | ���� |
MAOP(Micro-Arc Oxidation Process)�@���E���̃R�[������

���̏����͋��d���i�V�O�O���j����������Ԃ̃A���J���d�𑅂̗n�t�ɒ����ԁi����1�����ȏ�j�����āA�A���~�}�O�l�V���[�������̕\�ʂ�����������v���Z�X���Ӗ����܂��B
���̌����̍쐬�H���͏]���̗z�Ɏ_�������ɂ���ׁA��荂���d���Œ����Ԃ����ď����������Ȃ��܂��i���ԂƎ�Ԃ�������Ƃ������ł��j�B
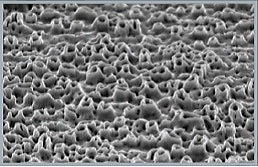
����MAOP�̌��ʂ͌������^�����g�p�����R�[���͂��̕\�ʂ�`���Ēʉ߂���P�O���ƌ����鉹�̋��U�g�����̌����ɂ��_���v���鎖�ɂ���܂��B�]���̃��^���R�[���ł͂��̕\�ʂ�ʉ߂���}�C�N�����]�i���X�p�^�[���͂��̂܂܃t���[���ɓ`����Ă��܂���������MAOP�ɂ�荡�܂ŕs�\�ł��������^���R�[�����̂Ńp���v�R�[���ɋ߂��_���s���O���ʂ��������Ă��܂��B���ꂪ���ɕ��R�Ȏ��g���������������u�Â��ȃI�[�f�B�I�h���C�o�[�v�ƌ����鏊�Ȃł��B
�σo�X���t�|�[�g�@STBP35


�A�X�t�@���g�n����_���v��

���̓������˂ւ̕��Q�́A�T�[���E�[��60���g�p���Ă��܂����A�G���N���[�W���[�̖؍ނɓ`�B����鉹�̓A�X�t�@���g�n�̓���_���v�ނ��g�p���Ă��܂��B
�����g���悾�����G���N���[�W���[�ɓ`���邱�Ƃŕs�v�ȃ��]�i���X��}�����y�Đ��̑N�x�ƃG���N���[�W���[�̎��̍������ۗ������邱�ƂɂȂ�܂��B
�R���Z�v�g concept
��Ȏ戵�X
�R�C�Y�~�����i�����j
�@�@�i���j�b�g�ʔ��j
�A���g�����X�i���� �_�c�j
�@�@�A���X�g�����X�ł͑S�@�펎���ł��܂�
�����Z���m�I���P���n�i��t�j
�X�C���O�I�|�f�B�I�i�b�{�j
�T�E���h�r�b�g�i�����j
�T�E���h�n���^�[�i�j
shop info�X���
������Ѓt�B�f�B���e�B���T�E���h
��276-0023
��t�������s���c��4����36�|19
Mail. info@fidelitatem-sound.jp
URL. http://www.fidelitatem-sound.jp/